Laser Blanking Line Means Significant Material Save
Increase production and save material. Seems like a double win for the sheet metal shop.
#aluminum #robotics
.jpg;width=70;height=70;mode=crop)
Share
Although using a laser for blanking operations is not out of the ordinary, a new approach developed by Schuler—called “Dynamic Flow Technology”—can make a significant difference when it comes to saving materials by minimizing scrap.
- Typical flatbed laser blanking is performed on rectangular blanks. This can result in scrap of approximately 2.4-inches per side. Also, for purposes of robotic scrap separation and stacking, there is typically a scrap grid width of 0.8 to 1.2-inches around the part.
- With that, assume a blank to produce two hoods on the flatbed laser. It would require a blank measuring 89 x 87 inches.
- The Dynamic Flow Technology (DFT) allows the hoods to be cut directly from a coil. To cut the same hoods a feed length of 81 inches and a coil width of 85 inches would be required.
- For the two hoods, the amount of scrap savings using the DFT compared to the flatbed method is approximately 11%.
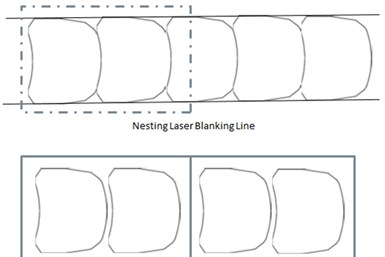
Note the material savings that can be achieved by using the Dynamic Flow Technology approach vs. flatbed laser blanking. (Images: Schuler)
Schuler also says that DFT is faster than the flatbed laser, resulting in more parts per minute.
- A flatbed laser can produce three hoods per minute.
- The DFT approach can produce up to 35 hoods per minute, or some 1,700 per hour (with an overall equipment efficiency of >80%).

The Schuler line for processing parts like aluminum hoods.
RELATED CONTENT
-
on lots of electric trucks. . .Grand Highlander. . .atomically analyzing additive. . .geometric designs. . .Dodge Hornet. . .
EVs slowdown. . .Ram’s latest in electricity. . .the Grand Highlander is. . .additive at the atomic level. . .advanced—and retro—designs. . .the Dodge Hornet. . .Rimac in reverse. . .
-
Global Supply of Automotive Fasteners from a Single Source
PennEngineering offers a global supply for a wide range of fasteners for the automotive industry, including China-based facilities that manufacture standard and custom products to world-class standards of quality at lower cost.
-
GM Develops a New Electrical Platform
GM engineers create a better electrical architecture that can handle the ever-increasing needs of vehicle systems






